SPC是什么意思
SPC是什么意思
SPC是一种借助数理统计方法的过程控制工具。SPC是把生产过程中的数据,收集起来用图表的形式展现出来,说白了就是一个图表。作用有:找出有异常的数据;跟进数据趋势,预见异常发生的可能;数据异常后,做出相应的改善对策等。
SPC中有8种图表,根据不同的场景,使用不同的图表,每种图表都是趋势图,也是数据统计,所以图表是SPC的实现方法。
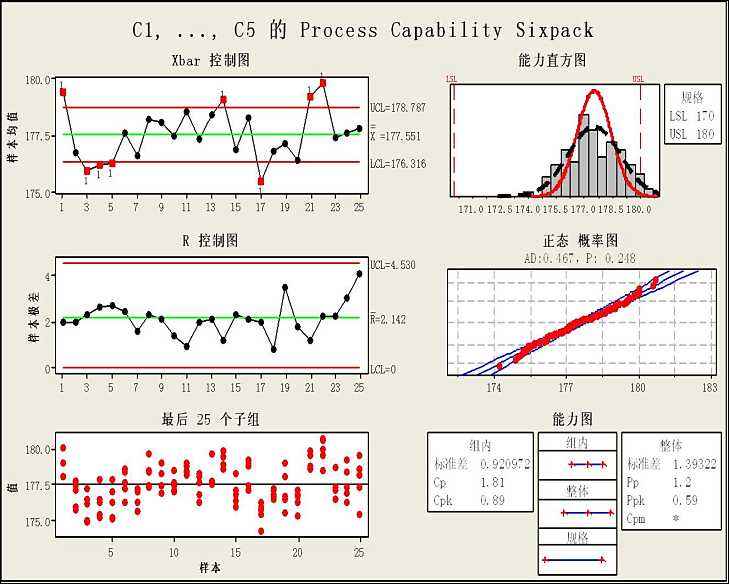
SPC本质上是一种特殊的趋势图,也称为控制图,控制图还要和普通的趋势图有差异的,具体表现为以下几点:
控制图都有上下控制线和中心线,UCL和LCL
控制图的数据收集规则、数据分析的规则,更加的繁琐,更加的严格
控制图一定要有相应的改善输出
SPC怎么使用
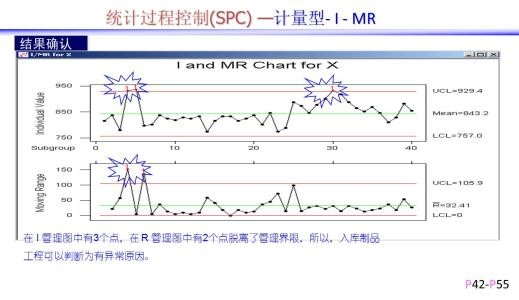
使用SPC要明白控制图的8种异常模式,这些模式包括:
- 超出上下限
- 连续6点上升
- 连续9点同侧等等
作为工具,数据异常的判断过程,应该也是自动的,管理者更需要做的是,根据控制图识别出的异常信息,去做分析改善。
实施SPC的步骤建议如下:
- 选择关键工序、关键参数
- 确定参数的控制图类型、子组、判异规则及预警
- 确定参数采集频率,进行数据采集,并进行数据清洗
- 实时监控分析
- 确定异常处理流程
- 确定质量改进流程
- 没能找到正确的控制特性
SPC使用中常见的误区
没能找到正确的控制特性
很多企业不知道哪些特性要用SPC控制图进行管制,消耗了大量的人力与时间,在不必要的特性上进行SPC图控制.且不知,SPC只应用于重点的产品或过程特性(特殊特性).那么特殊特性如何确定呢?通常应用APQP的方法,依照客户指定的或内部开发确定的特殊特性来控制。
不分析生产过程,直接进行SPC控制
控制图的应用分为两个步骤:先做分析用控制图,后做监视用控制图.在进行生产特殊特性管制之前,一定要进行前期分析。只有在过程稳定,并且过程能力可以接受的情况下,方才进入受控状态,开始定期的使用监视用控制图。
分析与控制脱节
在完成分析用控制图后,如果我们认为过程是稳定而且能力是满足内部或客户要求的情况下,就进入受控状态。过程受控时,是先将控制上下限画在SPC控制图中或使用MINITAB时,做为历史上下限来使用,然后按照抽样的频率在控制图上进行描点(当然不是大批量的生产模式,现在的SPC八大图并不一定适用,就需要参照AIAG的SPC手册中的短期控制图来进行分析)。很多工厂没有延用分析获得的控制上下限,SPC制图不能表明过程是否稳定与受控。如果过程一旦失控,就需要先进行过程变差的确定与改进,并重新开展过程分析,重新确定过程上下控制限。
没有将SPC控制图用于改进
大部分公司的SPC控制图都是应客户的要求而建立,所以,最多也只是用于监测与预防过程特殊原因变异的发生,很少有用于过程改进的。其实,当控制图的点显示有特殊原因出现时,正是我们开展过程改进的有利时机。如果这个时候我们从异常点切入,能追溯到造成异常发生的5M1E的具体变化时,问题的变化根源也就找到了。用SPC控制图进行改进时,往往与分组法、层别法相结全使用,会取得很好的效果。
SPC控制图只是质量部门的事情
SPC成功的必要条件,是对所有涉及到SPC图的部门及人员开展数理统计基础知识的培训。每一个相关人员,都需要了解什么是变差、普通原因、特殊原因的概念,与之有关的人员,都应能看懂控制图或借助软件来达成判定,技术人员一定要了解过度调整的概念……等。过程的变差及产品的平均值并不由质量来决定,变差更多的是由生产过程设计人员及调机的技术人员所决定的。单纯地认为SPC控制图是质量部门的事情是远远不足的。
更多精彩尽在【智造家】
更多资讯敬请关注智造家行业资讯频道




网友评论 共 0 条评论
智造家提示:你现在浏览的网站是镜像网站
请访问原网站:www.imefuture.com